Proces produkcyjny zaworu ICS1 25-20
Badany w ramach grantu proces produkcyjny dotyczy produkcji zaworu serwotłokowego sterowanego pilotem (nazwa wyrobu: ICS1 25-20) wytwarzanego przez firmę Danfoss.

Zawór
ICSI 25-20
Zawór ICSI 25-20 składa się z trzech głównych elementów:
- Korpus (tzw. housing), który stanowi podstawę całego zaworu;
- Insert (tzw. moduł), który znajduje się w środku zaworu;
- Top, czyli „pokrywka” zaworu.
Poszczególne części, jak i cały zawór można obejrzeć przy wykorzystaniu technologii AR. Zapraszamy do zakładki Technologia AR.
Badany proces produkcyjny został podzielony na moduły – wyszczególnione obszary produkcyjne – składające się ze ściśle określonych operacji technologicznych na stanowiskach roboczych. W analizowanym procesie zidentyfikowano 13 modułów, do których należą:
- Montaż Top
- Test Top
- Montaż Insert
- Test Insert
- Myjka
- Zeiss
- Test Korpusów
- Montaż zaworów
- Test Funkcjonalny
- Test wodny
- Rework
- Pakowanie zaworów
- Pakowanie części
Moduły powstały przede wszystkim na podstawie stanowisk, które znajdują się na badanej linii produkcyjnej. Stanowiska te są wyposażone w rozbudowane maszyny produkcyjne, które w zależności od przypisanej technologii wykonują zadaną operację. Schemat blokowy przedstawiający kolejne moduły procesu został przedstawiony na rysunku 2.
Schemat blokowy przedstawiający kolejne moduły procesu

W zależności od rodzaju produkowanego elementu proces produkcyjny posiada trzy wejścia, w postaci operacji takich jak:
- Pobranie materiałów top, które oznacza pobranie potrzebnych materiałów do rozpoczęcia pracy na stanowisku Montaż topów;
- Pobranie materiałów insert, które oznacza pobranie potrzebnych materiałów do rozpoczęcia montażu na stanowisku Montaż insertów;
- Pobranie korpusów, które trafią do stanowiska Myjka, gdzie odbywa się mycie korpusów, podlegających dalszym operacjom produkcyjnym.
Każde z przedstawionych wejść dotyczy jednego z trzech głównych elementów zaworu opisanych powyżej.
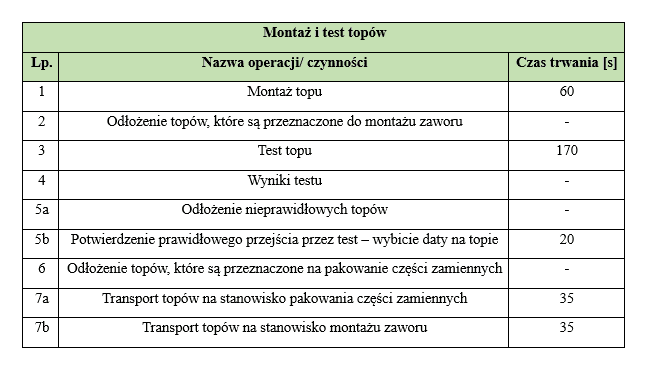
Montaż topów
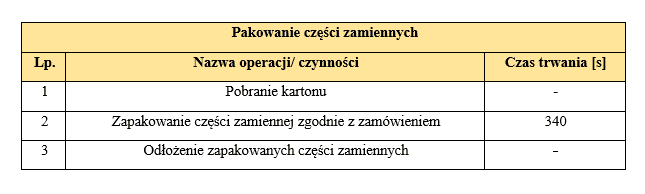
Montaż topu polega na połączeniu płytki topu z tzw. „manual opener’em” (pewnego rodzaju „igłą” wystającą z topu).Topy, które według otrzymanego zamówienia mają zostać przygotowane do wysyłki jako oddzielna cześć, po wykonaniu operacji montażu są przekazywane do testowania (Test topów). W przypadku pozytywnego wyniku testu element jest pakowany wraz z akcesoriami i może zostać przekazany do wysyłki (Pakowanie części)
Jeżeli top jest przeznaczony do montażu zaworu, po wykonaniu operacji montażu, jest przekazywany do stanowiska Montaż zaworu.
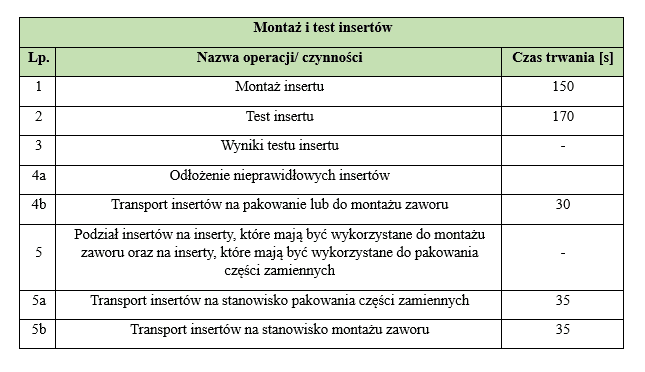
Montaż insertów
Montaż insertu polega natomiast na połączeniu oprawy insertu ze stożkiem, pierścieniem tłokowym, sprężyną i podkładką. Materiały te zostały dostarczone na stanowisko przez jednego z wybranych dostawców.
Element po wykonaniu operacji montażu jest przekazywany do testowania (Test insertów). W przypadku pozytywnego wyniku testu , element w zależności od rodzaju zamówienia trafia do pakowania części, gdzie jest pakowany wraz z akcesoriami i gotowy do wysyłki (Pakowanie części), lub trafia do stanowiska, na którym są montowane zawory (Montaż zaworów).
Przygotowanie korpusów
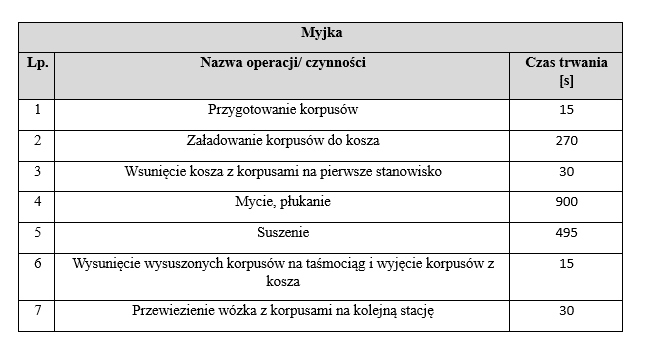
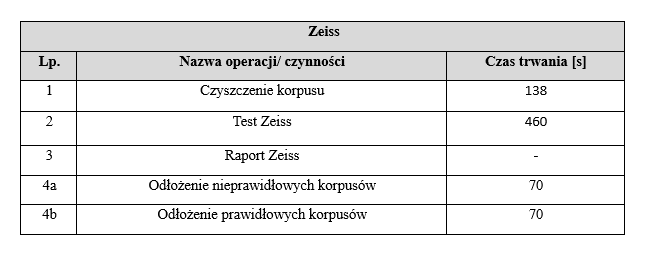
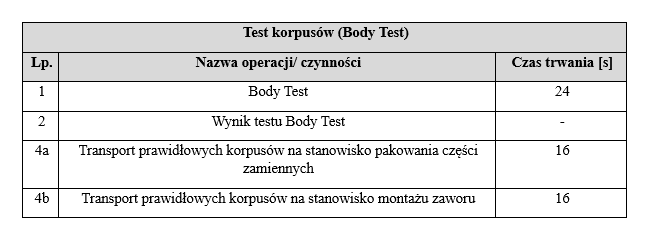
W przypadku korpusów przebieg procesu produkcyjnego jest odmienny niż w przypadku topów i insertów. Korpusy przekazane od dostawcy zostały pokryte specjalnym środkiem zabezpieczającym przed uszkodzeniem podczas transportu. W związku z tym, korpusy dostarczone na linię produkcyjną w pierwszej kolejności trafiają do Myjki, gdzie odbywa się ich automatyczne mycie, płukanie i suszenie. Następnie trafiają na stanowisko Zeiss, na którym następuje weryfikacja zgodności wymiarów korpusu ze standardem. W przypadku pozytywnej weryfikacji korpusy są przekazywane na stanowisko z testem szczelności (Test korpusów). Po przejściu tego etapu korpusy z prawidłowym wynikiem testu, podobnie jak inserty i topy, zgodnie ze specyfikacją są przekazywane na stanowisko Pakowanie części lub na stanowisko Montaż zaworów.
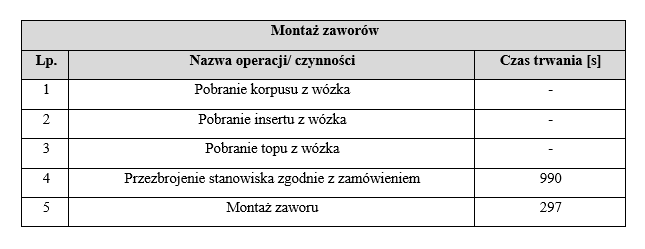
Montaż zaworów
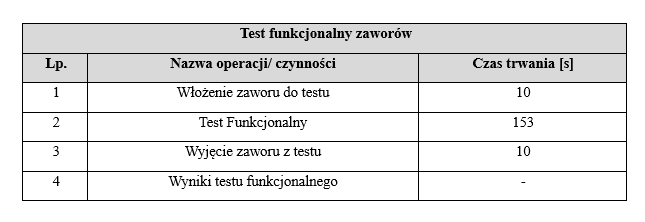
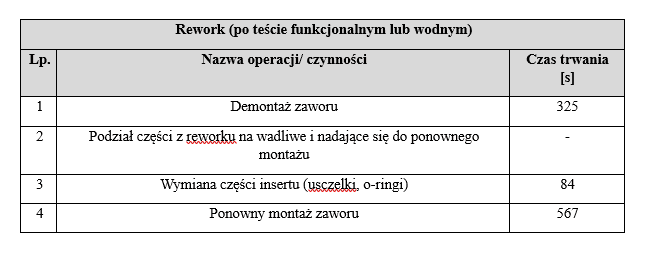
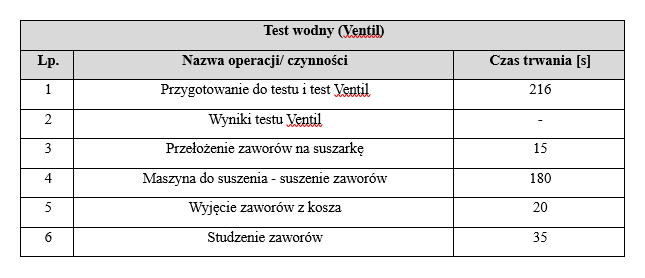
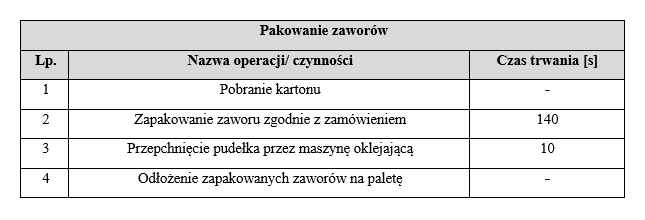
W momencie, gdy na hali produkcyjnej znajdują się gotowe i przetestowane topy, inserty oraz korpusy, pracownik może pobrać gotowe części i przetransportować je na stanowisko końcowego montażu zaworu (Montaż zaworów). Na tym stanowisku insert zostaje umieszczony do korpusu, na który następnie zostaje przykręcony top. Gotowy zawór musi zostać przetestowany, w związku z tym zostaje przekazany na stanowisko Testu funkcjonalnego zaworów, gdzie testowana jest szczelność i funkcjonalność zaworu z wykorzystaniem powietrza o ciśnieniu 5 bar. Po pozytywnym wyniku testu gotowy zawór jest przekazywany na kolejne testowe stanowisko – Test wodny zaworów. Na tym stanowisku również testowana jest szczelność zaworu, tym razem z użyciem wody. W przypadku pozytywnego wyniku testu zawór trafia na stanowisko pakowania (Pakowanie zaworów), gdzie zostaje zapakowany zgodnie z zamówieniem. W przypadku, gdy wynik testu funkcjonalnego lub testu wodnego okaże się nieprawidłowy zawór trafia na stanowisko Rework. W ramach tej operacji następuje rozkręcenie zaworu, wymiana potencjalnie wadliwej części na nową (przykładowo uszczelki lub cały insert), ponowny montaż zaworu oraz ponowne wykonanie testu funkcjonalnego i wodnego.